
In large-scale bottling projects, a bottle neck finish measurement guide isn’t “nice to have.” It’s how buyers avoid the ugly surprises that show up after scale-up: closures that start cross-threading at higher line speeds, torque drift between plants, or leakage that only appears after pallets hit vibration and temperature swings. For buyers managing multi-site production, the goal is not just to identify a finish code—it’s to measure the finish consistently, document it clearly, and turn that data into a closure RFQ that doesn’t invite guesswork.
This guide walks through neck finish basics, the key measurements (T/E/H/S), a field-ready measurement SOP, common mistakes that create costly misfits, and the minimal validation steps that reduce risk before you commit to volume.
Why Neck Finish Measurement Matters More Than People Think
“28mm” sounds straightforward until it isn’t. In real procurement, the same nominal diameter can hide differences in thread profile, finish height, and sealing land geometry—differences that don’t show up until you run at production speed or ship long distance. In large-scale commercial projects, the cost of a mismatch is rarely limited to “buy new caps.” It can cascade into relabeling, rework, returns, product loss, and a lot of time spent troubleshooting something that should have been prevented upstream.
From our experience in commercial packaging manufacturing, most “random leaks” are not random at all. They’re the predictable outcome of unclear finish identification, inconsistent measurement technique, or incomplete RFQ details that force suppliers to infer what you meant.
Neck Finish Basics: What the Numbers Mean (28-410, 28-400, and More)
Neck finishes are often referenced using a two-part format such as 28-410. The first number commonly refers to the approximate thread outside diameter. The second number generally relates to a finish family—often tied to thread style and height conventions used to achieve consistent closure compatibility. In practice, buyers use these codes as a shortcut for compatibility, but only when everyone is referencing the same standard and the same geometry.
Here’s the key procurement takeaway: same diameter does not guarantee interchangeability. A closure that fits a 28-410 finish may not seal correctly on a 28-400 finish, even though both are “28mm.” For buyers managing multi-location spaces, that difference becomes critical when a closure must run across different lines, with different capping heads, and different operator habits.
The Four Measurements That Decide Fit: T, E, H, and S
When you don’t have a confirmed finish drawing—or when you want to verify that a supplier’s code matches reality—these four dimensions help you describe the finish in a way suppliers can act on. In commercial packaging manufacturing, the measurement itself isn’t the hard part. The hard part is measuring the same way every time, on different bottles, by different people, while still capturing what truly drives thread engagement and sealing.
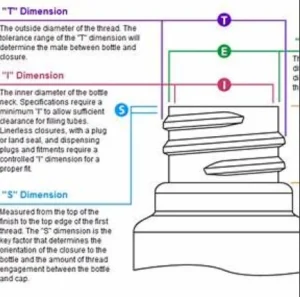
T Dimension: Thread Outside Diameter (and where buyers misplace the caliper)
The T dimension is commonly treated as the headline number because it reflects the thread outside diameter. It’s useful, but it’s also one of the easiest to measure incorrectly if the caliper lands on a non-critical feature, a slight bead, or a surface that isn’t truly at the maximum thread OD.
In large-scale commercial projects, a small T measurement error can send a supplier toward a “near match,” and near matches are how you end up with closures that tighten but don’t seal evenly. If you’re quoting a new SKU, measure T in multiple orientations, use steady pressure, and make sure you’re actually capturing the outermost thread points rather than a decorative ring or a damaged area.
E Dimension: Neck Outside Diameter (why it matters for thread geometry)
The E dimension refers to the outside diameter of the neck below the thread crest region—often used to understand the underlying neck geometry and how the thread is formed. For buyers, E matters because it supports a more complete picture of thread depth and how the closure will seat during application.
When a team only reports “28mm,” suppliers may assume the rest. When you include E, you reduce assumptions. That matters when you’re sourcing glass bottles from one party and closures from another, or when a mold change has subtly shifted the neck profile.
H Dimension: Finish Height (how to identify the shoulder intersection correctly)
The H dimension relates to finish height and is commonly measured down to the point where the finish meets the bottle shoulder. In practice, this is where measurement discipline matters most, because bottle shoulders are curved, and the “intersection” is not always visually obvious.
For buyers managing multi-site production, H errors often show up later as inconsistent torque and inconsistent sealing because the closure’s seating point changes. If one operator measures height to a slightly different shoulder reference than another, you get different “H” values for the same bottle. The solution is simple but not glamorous: define your reference point clearly, photograph it, and measure with the same method each time.
S Dimension: The overlooked measurement that changes thread engagement
The S dimension is often overlooked, yet it can influence thread engagement behavior—especially in production environments where capping is fast and repeatability matters. If you’ve seen intermittent cross-threading, closures that feel “tight” but fail leak testing, or torque readings that vary more than expected, S is worth attention.
In large-scale bottling projects, S becomes even more important when you change glass suppliers, introduce new molds, or run the same closure across different capping systems. It’s the kind of measurement buyers only start caring about after a problem appears—so it’s worth addressing earlier, when it’s cheap to fix.
A Field-Ready Measurement SOP (Fast, Repeatable, No Guesswork)
A measurement SOP doesn’t need to be complicated. It needs to be repeatable. For buyers managing multi-location spaces, repeatability beats “perfect” because the goal is consistency across teams, sites, and time.
Start with clean samples. If the bottle has chips, flash, or residue, set it aside; you’re trying to measure the finish, not the damage. Use a reliable digital caliper and a simple magnification aid for thread inspection. Measure T and E in more than one orientation to account for slight ovality or measurement angle. Measure H with the bottle positioned consistently, and treat the shoulder intersection as a defined reference rather than a visual guess. If you are capturing S, document where and how you measured it, because the biggest value of S is not the number itself—it’s the consistency of the method.
Then record what you measured in a way a supplier can actually use. A short written note with the measured dimensions, a photo of the finish, and one close-up of the thread area is often enough to prevent a week of back-and-forth emails. From our experience in commercial packaging manufacturing, this “measurement + photo” habit is one of the fastest ways to reduce mismatch risk, especially when multiple stakeholders touch the project.

Common Measurement Mistakes That Create Costly Misfits
Most misfits don’t happen because buyers didn’t measure. They happen because buyers measured something that felt logical—but wasn’t the controlling geometry.
One frequent mistake is measuring only the opening diameter or the inside diameter and assuming it represents closure compatibility. It doesn’t. Another is recording “28mm” without noting the finish family (like 400 vs. 410) or without confirming thread profile. A third is measuring H to a shoulder reference that changes from person to person, which creates conflicting data and invites the supplier to “pick the closest.”
In large-scale commercial projects, the most expensive mistake is treating measurement as a checkbox rather than a decision tool. When measurement is done quickly but documented poorly, it doesn’t reduce risk—it just creates false confidence.
From Measurement to Procurement: What to Put in an RFQ
Once you’ve measured the finish, the next step is turning that technical data into an RFQ that drives correct closure recommendations. For buyers managing multi-site production, your RFQ should read like a short, clear technical brief—not a vague request for “caps that fit.”
A strong RFQ narrative typically includes the neck finish code if known, the measured T/E/H/S (or at least T/E/H if S is not captured), and whether the bottle is sourced from one mold or several. It also includes how the bottle will be capped—by hand, semi-automatic, or high-speed capping machine—and any constraints around removal torque or consumer opening experience. If your product will travel long distances or face temperature swings, say so. Distribution conditions are not “extra details”; they are part of the seal performance requirement.
If you want to pressure-test your closure decision beyond basic fit, our overview of cap types and manufacturing quality checks is a practical reference for how materials and QC practices influence sealing consistency when you move from samples to full production.
And once you’ve confirmed the neck finish dimensions, the fastest way to reduce downstream leakage risk is to validate the system as a set—start with the right glass bottles for your neck finish and confirm thread engagement and seal compression before you scale.
Minimal Validation: Confirm Fit Before You Scale
Measurement is a filter. Validation is the proof.
In large-scale bottling projects, the lowest-effort validation plan still catches most failure modes if it mirrors reality. Cap samples on the actual line, at real speeds, with the same capping head setup. Observe whether thread starts are smooth or whether cross-threading appears sporadically. Track whether applied torque remains consistent across a run. Then let capped samples dwell and re-check removal torque behavior, because liner recovery and material relaxation can change performance over time.
Finally, apply a simple stress reality check. Even without a sophisticated lab, a basic vibration exposure and temperature swing often reveals whether a seal is robust or marginal. For buyers managing multi-location spaces, it’s far cheaper to learn this in sampling than after a container shipment becomes a customer complaint.
About Yantai Original
Yantai Original Package Co., Ltd is positioned as a one-stop packaging solution provider that integrates aluminium caps, glass bottles, and paper cartons, with a focus on reducing the common supply-chain fragmentation that causes “mismatched tolerances” between different suppliers.
In practical terms, that means projects can start with technical verification—using a bottle finish drawing or physical sample—and move through cap sizing and liner selection with fewer assumptions, which is exactly what buyers need when they’re trying to prevent leakage at scale.
From a capacity and execution standpoint, the company describes automated cap production lines and dedicated bottle lines that support both boutique and industrial demand, along with QC practices such as torque testing and sealing testing before packaging.
For buyers managing multi-SKU programs, Yantai Original also highlights flexible MOQs and decoration options (including UV printing and embossing) that can be relevant when packaging is both a functional seal and a brand touchpoint.
Conclusion
A neck finish is not just a “bottle opening.” It’s an interface standard, and it only protects you when it’s measured consistently, documented clearly, and validated under the conditions your packaging will actually face. In large-scale commercial projects, the best results come from a simple workflow: confirm the finish (T/E/H/S), translate it into a supplier-ready RFQ, verify fit on the real line, and do a minimal stress check before you commit to volume. That process is what turns closure selection from trial-and-error into a repeatable procurement decision.
FAQs
How do I measure a bottle neck finish if I don’t know the code?
Start by measuring the controlling geometry rather than guessing a finish name. In most commercial projects, that means capturing T (thread outside diameter), E (neck outside diameter), and H (finish height), then documenting the measurement method with photos so the supplier can interpret it correctly. If you’re seeing intermittent capping issues, add S to the record as well, because it can help explain changes in thread engagement behavior across runs.
What’s the difference between 28-400 and 28-410, and why does it matter?
Both may be called “28mm,” but they can differ in thread family and finish height conventions, which changes how a cap seats and how the liner compresses. For buyers managing multi-location lines, this matters because the same closure inventory may behave differently when the thread profile is not truly compatible, leading to false torque, inconsistent sealing, or occasional cross-threading under higher speed.
Which neck finish measurement causes the most fit issues in production—T, H, or S?
T is the most referenced, but H and S often create the problems that feel “random.” H errors shift how the cap seats against the shoulder and sealing land, changing liner compression. S can influence engagement behavior, especially on faster lines. If you’re troubleshooting intermittent issues, focus on consistency of H reference points and whether S is being captured and compared across bottle batches.
What should I send in an RFQ to avoid cap mismatch and leakage?
A strong RFQ reads like a short technical brief: the finish code if known, measured T/E/H (and S if available), photos of the finish, whether bottles come from one mold or multiple, your capping method and line speed, and your distribution conditions. If your product is sensitive to leakage or pressure, include that context so the supplier can recommend cap specification and liner options that match real use—not just a catalog label.
