
If you have ever ordered “28mm caps” and still ended up with cross-threading, uneven seating, or leaks that only show up after shipping, you already know the hard truth: packaging problems often start at the bottle finish, not on the production line. A GPI neck finish chart helps you translate shorthand codes into real compatibility decisions, so you can avoid expensive trial-and-error when matching glass bottles, caps, liners, and capping conditions.
This guide focuses on one practical question: how to read common finish codes (like 28-400 and 38-430), what those codes actually imply, and how to verify what you have before you commit to a large PO.
Answer: Neck finish chart: common GPI sizes and what they mean
A neck finish code written in a GPI-style format (for example, 28-400) is a shorthand description of a bottle’s finish diameter family and its thread series. In day-to-day sourcing, the first number is often treated like “cap size,” but technically it signals the nominal diameter group the closure is designed around; the second part identifies a specific thread/finish series that affects how the cap engages and seats.
If you have ever asked, “what does 28-400 mean”, the practical answer is this: it tells you the nominal diameter family (28) and the thread series (-400) that the closure must match to seat correctly and compress the liner on the sealing surface.
Here is the decision point that matters for procurement and engineering alike: two finishes can share the same “28” and still be incompatible. A 28-400 and a 28-410 are not automatically interchangeable just because both get described as “28mm.” In real operations, this mismatch shows up as caps that feel tight too early, caps that need extra turns to seat, inconsistent removal torque, or leaks that appear after temperature swings and vibration.
Neck finish basics for B2B packaging work
What a neck finish controls in the real world
A neck finish is the mechanical interface between a bottle and a closure, and it controls three things that directly impact risk.
First, it controls how reliably a cap starts and tracks during application. When the thread profile or series is wrong, you may not see an obvious defect, but you will see noise: more operator touch time, more rework, and a higher rate of “it sealed on the line, then failed later.”
Second, it controls sealing behavior. Most common caps rely on liner compression against a sealing land. If that land is damaged, out of tolerance, or simply not the land the closure was designed for, the seal becomes sensitive to small changes in torque, temperature, and handling.
Third, it controls stability after packaging stress. Many leaks are not “instant leaks.” They appear after cooling, pallet vibration, container movement, or a few days in a warehouse where daytime and nighttime temperatures swing.
Why series matters as much as diameter
Teams get into trouble when “diameter language” replaces “finish language.” It is easy to write “28mm screw cap” on a purchase note and assume everyone understands. In a multi-supplier supply chain, that shorthand invites multiple thread series into the same SKU, and your process becomes dependent on luck.
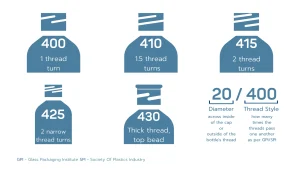
The series (the “-400 / -410 / -415 / -425 / -430” part) is the part that locks compatibility. It changes thread engagement, the number of turns to seat, and how the liner meets the finish. That is why a chart is useful: it forces the conversation to include the full code.
Neck finish chart: common GPI sizes and what they mean
Below is a practical chart for common diameter families and finish series you will see in routine sourcing discussions. It is meant as a fast reference and a way to prevent miscommunication. For production decisions, always verify with a finish drawing or sample-based measurement.
Common finish codes and how to interpret them
| Common finish code | What the code tells you | Typical applications (examples) | What to double-check before ordering |
|---|---|---|---|
| 18-400 | Small diameter family, -400 thread series | Small-format liquids, samples, concentrates | Sealing land condition; small finishes are sensitive to glass variation |
| 20-400 | Small-to-medium family, -400 series | Personal care, lab-style packs | Finish damage on the top land; chip risk can drive sporadic leaks |
| 24-410 | Medium family, -410 series | Personal care liquids, specialty products | Do not assume 24-400 interchangeability; series must match |
| 28-400 | Very common family, -400 series | Beverages, sauces, personal care | Frequent misorder with 28-410; confirm seating turns and engagement |
| 28-410 | Same diameter family as 28-400, different series | Packs needing stronger engagement consistency | Watch for “false tight” if the cap series is wrong |
| 33-400 | Medium-large family, -400 series | Syrups, concentrates | Sealing land width and liner compression area |
| 38-400 | Larger family, -400 series | Condiments and larger liquids | Torque control and finish ovality; wider finishes can hide damage |
| 38-430 | Same diameter family, different series | Repeat-open or dispensing-oriented packs | Match closure design intent; series choice affects user feel and seal stability |
| 45-400 | Wide opening family, -400 series | Nutrition, bulk liquids | Confirm whether the closure seals on a top land or by plug geometry |
| 53-400 | Wide opening family, -400 series | Food and bulk packs | Ovality and liner selection; wide diameters magnify variation |
| 63-400 | Large opening family, -400 series | Jar-style continuous thread packs | Confirm finish type and closure family; do not rely on “63mm” shorthand |
| 70-400 | Large family, -400 series | Bulk food and industrial packs | Shipping vibration risk; seating consistency matters more than “tightness” |
| 89-400 | Extra-wide family, -400 series | Industrial and bulk | Application equipment capability and consistent seating across lots |
If you want to go from “chart reading” to “actual purchasing,” it helps to start from the closure categories that match your intended finish family and application, then work backward to sampling and confirmation. You can begin with cap options here: Bottle Caps for Common Neck Finish Sizes. If you are still selecting the container side or want a one-stop approach for bottle-and-closure matching, review available bottle options here: Glass Bottles with Standard Neck Finish Options.
Quick series reference: what the -400 / -410 / -415 / -425 / -430 part implies
People often want a simple “cheat sheet,” especially when an email thread has turned into competing opinions. The table below is not meant to replace a finish drawing; it is meant to explain why series mismatches happen and why they create different seating behavior.
| Series | Typical seating behavior (common shorthand) | Why it matters in production |
|---|---|---|
| -400 | Often treated as a general-purpose continuous thread series | Baseline compatibility for many common closures; mislabeling happens often |
| -410 | Often described as a series with more engagement height than -400 in the same diameter family | Can change how quickly a cap bottoms out and how the liner compresses |
| -415 | Often treated as a “more turns” series in the same diameter family | Can change application turns, operator feel, and removal torque behavior |
| -425 | Commonly associated with a different thread style than the basic series | Changes thread engagement geometry; series mismatch can look like “random” leaks |
| -430 | Often associated with packs where repeat-open behavior and closure design intent matter | If the wrong closure is used, seating may feel fine but long-term seal stability can suffer |
In practice, the best prevention is procedural: never purchase by diameter alone, and never approve samples without recording the full finish code and the verification method used.
Symptoms: how neck finish mismatch shows up
Finish mismatch is rarely obvious on day one. It appears as patterns.
One pattern is higher operator intervention. Caps may start slightly off, require a second attempt, or seat with a “crunchy” feel that the operator cannot describe but does not trust.
Another pattern is inconsistent leak results. You run an upright leak test and everything looks fine, then an inverted hold test reveals a small percentage failing. After shipping, the failure rate climbs, and the failures cluster by lot or by pallet position, which is often a sign of tolerance stack-up rather than a single catastrophic defect.
A third pattern is the “false tight” cap. The closure feels tight on application, but the liner is not compressing on the correct sealing land. Two days later, after temperature cycling or vibration, you get seepage. The product is not flooding out; it is just enough to create label damage and customer complaints.
Likely causes: why it happens even when the order “looks right”
The diameter-only purchase note
This is the most common cause because it is so human. Someone writes “28mm caps” in a message, the supplier ships a closure that fits one 28-series but not another, and no one realizes the gap until line time. The problem is not that people are careless; it is that the shorthand is ambiguous.
Mold variation and finish tolerance stack-up
Even when a finish code is correct, manufacturing variation in the bottle finish can reduce liner compression margin. If the sealing land is narrow, slightly tilted, or inconsistent, the closure-liner system becomes sensitive to torque and handling. This is why two suppliers can both claim the same finish code, yet one performs better on your line.
Liner mismatch, especially under process stress
Some products and processes punish the seal more than others. Hot-fill introduces thermal expansion and then cooling relaxation. Higher alcohol content can interact differently with liner materials than water-based products. Oily products can change friction and torque behavior. In these scenarios, a correct finish still needs the correct closure and liner combination.
Application variability that mimics a finish problem
If the capping head is applying inconsistent downward force or the cap is not presented squarely, you may see symptoms that look like a finish mismatch. The difference is that application variability often shows random distribution, while finish mismatch tends to cluster by lot or supplier source.
How to verify: confirm finish using the dimensions that matter
Use a repeatable measurement approach, not a “looks like” judgement
A serious verification process combines three inputs: a drawing (when available), a physical sample, and a structured fit test. When teams skip the structure, they often “approve by feel,” which is not reliable across production lots.
The three dimensions to record: T, E, and H
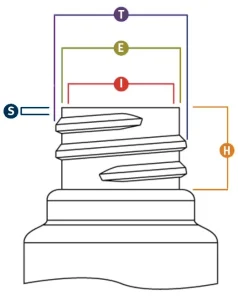
For many packaging teams, the fastest practical way to reduce uncertainty is to measure and record three neck finish dimensions consistently: T, E, and H. In a typical engineering conversation, T is the thread diameter reference, E is the thread root diameter reference, and H is the height reference used to confirm the finish geometry. These are especially useful when you suspect tolerance mismatch across suppliers or lots, because you can compare numbers instead of debating photos. This measurement approach is part of standard fit confirmation workflows used to recommend the correct cap specification.
A verification flow that holds up under scrutiny
Start by pulling samples from multiple cartons and different pallet layers. Measure the key dimensions consistently using the same reference points each time. If you have a finish drawing, compare your measurements to the drawing and note any systematic offsets.
Then run a controlled fit test. The test is not “the cap screws on.” The test is whether the cap seats fully, whether the liner compresses evenly, and whether the closure maintains seal integrity after the stresses your product will actually face. For example, if you hot-fill, you should include a temperature cycle; if you export, you should include an inverted hold and a vibration simulation or at least an extended hold after movement.
If you want a documented match recommendation rather than an internal best guess, it is usually faster to run a formal confirmation process where the bottle drawing or physical sample is reviewed and the finish is validated before production. That approach is often positioned as the critical first step in an OEM/ODM workflow: customers provide the bottle finish drawing or mail a physical sample, and the finish is confirmed based on key measurements.
You can reference that workflow here: Bottle Neck Confirmation and Fit Check Process.
Fixes and prevention: how to stop recurring finish-related issues
If you find a series mismatch
Treat it as a specification correction, not a torque tweak. It is tempting to “dial it in” on the line because you have orders to ship, but series mismatch tends to return after shipping stress, temperature cycling, or minor glass variation.
The practical fix is to standardize how you write the finish in every document that matters: RFQ, PO, inspection report, and sample approval record. “28mm” should never appear alone in a production-approved document if you can avoid it. Write 28-400, 28-410, or the correct code, and record how it was verified.
If the finish code matches but performance is still unstable
Now you move to liner selection and process control. If your product is carbonated, high-alcohol, or hot-filled, the liner and closure system needs to be selected for that stress profile, not for a generic water-like scenario. In a structured sourcing process, liner selection is often tied to liquid type and pressure resistance requirements, precisely because a correct finish still needs a compatible sealing system.
On the equipment side, verify whether capping settings are stable across shifts and whether the cap presentation is square. A small tilt at application can create uneven liner compression that looks like a finish defect.
If you see finish damage or high variation
Finish chips and damaged sealing lands are not closure problems; they are container quality problems. The cost-effective prevention usually lives upstream: better handling controls, incoming inspection discipline, and tighter supplier feedback loops. When you can trace defects to lots or molds, your corrective actions become targeted and measurable instead of broad and expensive.
What we need from you: the shortest path to a confident match
When buyers and engineers ask for a “quick quote,” what they usually want is a quick answer with low risk. The way to get there is to provide finish and application details that remove ambiguity, especially when bottles and caps come from different channels.
| Information you provide | How it reduces risk |
|---|---|
| Bottle neck finish code (if known) | Anchors the compatibility conversation |
| Bottle finish drawing (preferred) | Enables dimensional confirmation rather than guesswork |
| Physical bottle sample (recommended) | Captures real-world variation and finish condition |
| Product type and formulation notes | Guides liner and closure selection for chemical and friction behavior |
| Filling process (hot-fill, cold-fill, etc.) | Predicts torque relaxation and seal stress |
| Target markets and shipping conditions | Helps anticipate vibration and temperature cycling risk |
| Closure preference (material, decoration needs) | Aligns sealing needs with brand and user experience |
| Capping method and equipment notes | Prevents line compatibility surprises |
| Current failure symptoms, if any | Speeds root-cause isolation and corrective action |
In a fit-confirmation workflow, this information supports the initial bottle neck confirmation step, where the bottle finish drawing or sample is used to confirm the match before production.
About Yantai Original: a practical approach to “perfect fit” packaging
Yantai Original Package Co., Ltd. is a manufacturing and trading combination supplier focused on bottle cap production and supporting packaging components, with an emphasis on reducing the common supply-chain problem where caps from one source do not fit bottles from another.
The company was established in 2017 and has served export markets across many countries, positioning its role as a one-stop packaging solution provider for caps, glass bottles, and cartons.
From a buyer’s perspective, the operational value is straightforward: instead of debating whether the issue is the cap or the bottle, the matching process begins with technical confirmation. The “Perfect Fit” concept is built around sizing verification using bottle drawings or physical samples, with engineers measuring T, E, and H dimensions to recommend the correct cap specification and reduce leakage risk caused by tolerance mismatch.
If you want to understand the company background and capabilities in more detail, visit: About Yantai Original Packaging.
Conclusion
A neck finish chart is not just a reference page; it is a control tool for purchasing and quality. When you write and verify the full finish code, you reduce the odds of series mismatch, shorten sampling cycles, and keep “late leaks” from becoming a recurring fire drill. The practical habit that pays back the fastest is also the simplest: stop approving packaging components by diameter language alone, and start approving them by full finish code plus verification method. When you do, your closure decisions become easier to defend, and your production results become easier to repeat.
FAQs
How do I know my neck finish is 28-400 or 28-410?
Check whether your drawing, spec sheet, or prior approval record lists the full code. If it only says “28mm,” treat that as incomplete. Then confirm using repeatable measurement reference points across multiple bottle samples and run a controlled fit test to see whether the cap seats fully and maintains seal stability after handling and temperature changes. In many cases, the difference shows up as seating behavior and consistency rather than a clear visual clue.
What does 38-430 mean in a GPI neck finish chart?
In a GPI neck finish chart, 38-430 indicates a nominal 38 diameter family paired with a specific finish series. The “-430” matters because it changes the thread/finish family and therefore which closures are designed to engage correctly, seat consistently, and deliver stable liner compression on the sealing land.
Can I use a 28mm cap on any 28mm bottle?
Not reliably. “28mm” is informal shorthand and does not define thread series. A 28-400 and a 28-410 share the same diameter family but can behave differently in application and sealing, which is why teams see false tightness, inconsistent removal torque, or leaks after shipping when series is not controlled.
Why do I still get leaks even when the finish code matches?
A matching code is necessary, but not always sufficient. Leaks can still come from liner mismatch with your product or process, finish damage on the sealing land, glass variation across lots, or capping variability that creates uneven liner compression. When that happens, confirm the finish using measurable dimensions, validate liner suitability for your process stress, and test under conditions that mirror shipping and storage.
What does 28-400 mean, and why does it matter for cap compatibility?
28-400 is a shorthand finish code describing the 28 diameter family and the -400 thread series. It matters because cap compatibility depends on both parts: the closure must be designed for the correct diameter family and the correct series to seat properly and compress the liner on the sealing surface. When the series is wrong, you can get a cap that “fits” in a casual sense but fails under real-world stress.
